Bärbar EDM-maskin




Drag:
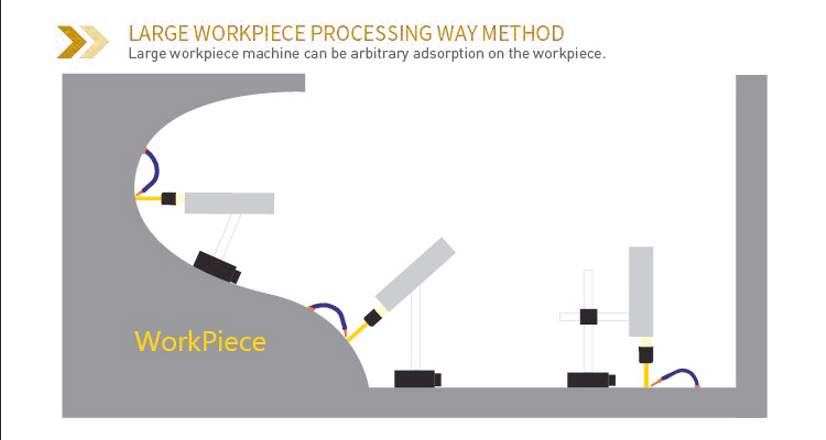
1. Bärbar EDM-maskin kan snabbt ta bort trasiga gängtappar, borrar, dornar etc. utan att skada arbetsstycket. Med en magnetisk bas och ett kryssstativ för att stödja huvudet kan den placeras i valfri position och bearbetningsriktningen justeras noggrant. Den kan appliceras på arbetsstycken av alla storlekar, särskilt effektiv för stora verktygsmaskiner.
2. Bearbetningshastigheten för korta hål är cirka 1 mm/min.
3. Arbetshuvudet med vibrationsfunktion.

Produktbeskrivning:
Arbetsprincip
Använd arbetsstycket och elektroden för att undvika kortslutning, gnista och korrosion vid den trasiga tappkranen. Ta bort den trasiga tappkranen bit för bit.
Ansökan
1. Ta bort trasiga gängtappar, borrar, upprymmare, verktyg/verktyg som skruv, pluggmätare i arbetsstyckets diameter;
2. Kan arbeta i alla storlekar och former av arbetsstycken.
3. Olika vinklar, olika former från elektrodernas yta, bearbetning av flera hål.
4. Bearbetning av hål utan precisionskrav.
5. Speciellt lämplig för svårbearbetade stora arbetsstycken iEDM-maskin.

| Elektrisk urladdningsbearbetning SD-1000D/Högeffektsskruvutdragare/Gnistverktyg | ||
| Modell | MW-600W | MW-1000W |
| Input | AC220V 50/60Hz | AC220V 50/60Hz |
| Driva | 600W | 1000w |
| Spänning | 80V | 80V |
| Elektrodområde | 0,5 mm–10 mm | 0,5 mm–10 mm |
| Manuell körning | 310 mm | 310 mm |
| Automatisk körning | 60mm | 60mm |
| Bearbetningshastighet | ≥1 mm/min | ≥1,5 mm/min |
| Storlek | 380*200*320 mm | 380*200*320 mm |
| Vikt | 15 kg | 17 kg |
Standardtillbehör:
1. Kraftledning
2. Kopparelektrod
3. Överföringsledning
4. Vattenledning
5. Elektrodklämma
6. Kontakt
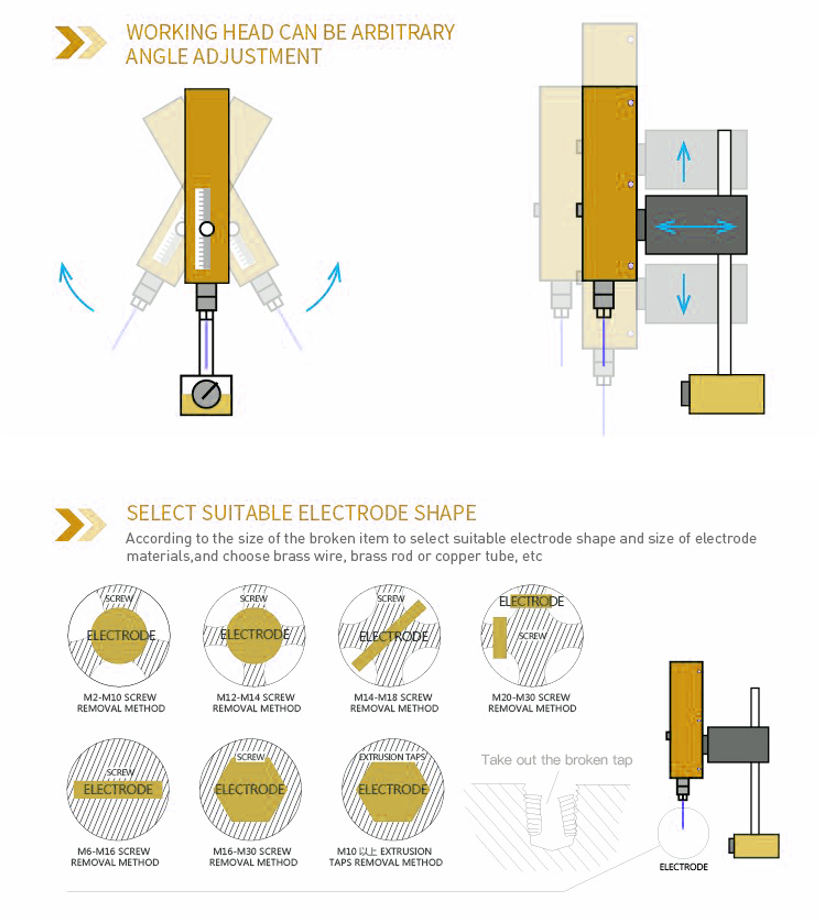
Val av elektrod (t.ex. trasig kran, skruvar)
Beroende på storleken på det trasiga föremålet, välj lämplig elektrodform och storlek på elektrodmaterial, och välj mässingstråd, mässingsstång eller kopparrör etc.
| Sönder saker | Standard | Rekommenderad elektrod | Anteckningar |
| skruva | M3 | Ø1,5 | shotr-elektrod och minska jitter |
| skruva | M4 | Ø2,0 | |
| skruva | M6 | Ø3,0 | |
| skruva | M8 | Ø4,0 | |
| skruva | M10 | Ø5,0 | |
| skruva | M12 | Ø6,0 | |
| skruva | M14 | 7x2 | Arkelektrod |
| skruva | M16 | 8x2 | |
| skruva | M20-30 | 10x2 | Tappkranen ovanför M20 kan bearbetas flera gånger |
| bult | M3-20 | Rekommenderad metod: gör ett djupt spår i formen "-" och skruva fast med en skruvmejsel | |
Svetseffekt
Principen för elektrolytisk korrosion, ingen skada på arbetsstycket
1. Ta bort trasiga gängtappar, borrar, upprymmare, verktyg/verktyg som skruv, pluggmätare i arbetsstyckets diameter;
2. Kan arbeta i alla storlekar och former av arbetsstycken.
3. Olika vinklar, olika former från elektrodernas yta, bearbetning av flera hål.
4. Bearbetning av hål utan precisionskrav.
5. Speciellt lämplig för svårbearbetade stora arbetsstycken i EDM-maskin







